

É muito comum encontrar empresas produzindo grandes lotes com baixa flexibilidade e agilidade na troca entre os produtos ou na limpeza de equipamentos. Isso geralmente ocorre devido ao alto tempo levado para realizar essas atividades, e o efeito de não tratar essa oportunidade pode impactar em:
- Produção desnecessária de grandes lotes produtivos, consumindo matérias-primas que poderiam ser utilizadas para outros produtos e deixando sobrar produtos acabados.
- Perda de tempo produtivo na troca de produtos e na limpeza dos equipamentos, reduzindo a capacidade produtiva.
- Necessidade de investimento para aumento da capacidade produtiva.
- Baixa flexibilidade ao longo da cadeia produtiva.
O fato de não repensar ou avaliar como melhorar as atividades e os processos muitas vezes ocorre devido ao uso de métodos e formas de trabalho tradicionais. Entretanto, ao adotar a metodologia de redução de tempo de setup, é possível reverter esse quadro e obter flexibilidade e aumento de produção sem grandes investimentos, apenas adotando pequenas melhorias e mudando o método de trabalho.
O Mapeamento do Fluxo de Valor (atividade que permite enxergar todo o processo produtivo e seus desperdícios e definir prioridades para tornar o processo mais enxuto) auxilia na identificação do momento mais adequado e parte do fluxo para implantar esse novo método de trabalho para reduzir o tempo de troca.
A “troca rápida de ferramentas”, também conhecida como SMED (single minute exchange of die), foi inicialmente desenvolvida por Shigeo Shingo em 1950 após 19 anos de trabalho e publicado pela primeira vez no ocidente em 1985. Ela pode ser aplicada em vários processos e fluxos; abaixo, vou relatar o caso de uma empresa de sementes de grande porte que a aplicou e as etapas que tiveram na realização desse trabalho:
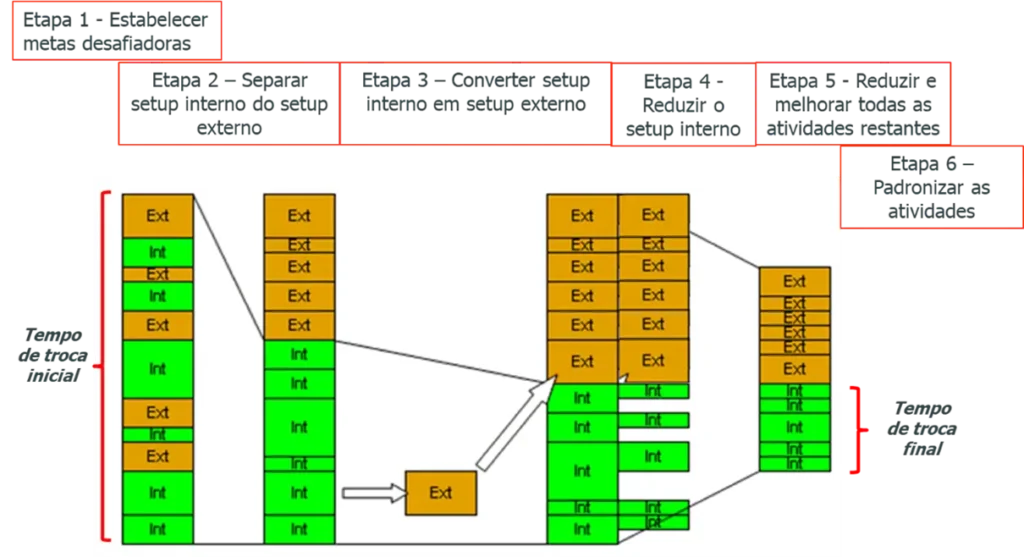
Etapa 1 – Estabelecer metas desafiadoras
A empresa estava tentando reduzir o tempo de limpeza entre sementes ao longo de 12 meses, porém sem sucesso. Chegando ao local, o tempo inicial encontrado foi de seis horas para limpeza das máquinas para troca do último lote aprovado do produto A até o primeiro lote aprovado do produto B, o que estava impactando na flexibilidade e na produção desse fluxo. Era preciso, assim, reverter esse quadro rapidamente; o tempo definido como meta de redução de tempo foi de três horas, para, assim, conseguir atender aos demais indicadores de produção da empresa.
Etapa 2 – Separar o setup interno do setup externo
O passo inicial foi o treinamento e a capacitação do time local sobre a coleta dos tempos desse processo. Também foi realizada a divisão do time para coletar as informações necessárias para dar andamento nas análises seguintes. A primeira atividade prática realizada foi a coleta de tempos desse processo durante uma troca normal; a partir disso, o time entendeu o que é tempo interno (atividades que só podem ser executadas com a máquina parada) e o que é tempo externo (atividades que podem ser executadas enquanto a máquina está em operação). Os dados foram preenchidos em uma tabela para cada atividade realizada durante o tempo de setup, algo que foi utilizado ao longo das próximas etapas.
Etapa 3 – Converter o setup interno em setup externo
Nessa etapa, o time avaliou quais atividades internas podiam ser realizadas enquanto a máquina estava em funcionamento, ou seja, durante o tempo externo (por exemplo, selecionar as ferramentas necessárias para realizar essa troca antes da parada da máquina e deixá-las próximas aos locais de uso ou realizar o preenchimento de documentos e dados do novo lote após o início da produção).
Etapa 4 – Reduzir o setup interno
Nessa etapa, o time avaliou as atividades internas que não foram possíveis transformar em tempo externo, mas que poderiam ser reduzidas individualmente. Como exemplo disso, foram desenvolvidas formas mais simples de soltar e apertar dispositivos, formas mais simples de realizar a limpeza dos equipamentos enquanto ele estivesse parado e recursos que poderiam ser duplicados para, assim, reduzir o tempo interno.
Etapa 5 – Reduzir e melhorar todas as atividades restantes
Nessa etapa, o time revisou todas as atividades internas e externas para entender se poderíamos melhorar e reduzir ainda mais os tempos envolvidos nessa atividade. Nesse momento, foi consolidado o novo tempo proposto de trabalho, que foi estimado em uma hora e quarenta e oito minutos como novo tempo de troca; o foco foi obter esse resultado rapidamente e com baixo investimento. Para verificar a consistência do estudo, todas as mudanças para atingir o tempo desejado foram implementadas. O time foi treinado no novo método, e na próxima troca, esse novo modelo foi colocado em prática; nessa rodada, foi obtido o tempo de uma hora e cinquenta e dois minutos, e o time ficou extremamente motivado pelo resultado obtido. Foram levantadas mais algumas mudanças e pequenos investimentos para reduzir mais ainda esse tempo obtido, e com este novo estudo, obteve-se uma hora e vinte e quatro minutos mediante a implementação das novas mudanças sugeridas e alinhadas.
Etapa 6 – Padronizar as atividades
Para garantir a aderência do tempo, foram padronizadas as atividades externas e internas através de formulários e da criação de caixas de ferramentas simples. O time foi treinado na divisão e na leitura dos novos documentos, e todas as dúvidas foram sanadas. Também foi criado um gráfico para acompanhar o dia e o tempo demandado para os próximos setups, que foi colocado ao lado da máquina; assim, a cada setup, o time enxergar se estava atingindo o tempo definido. Para casos de não atendimento, o time poderia avaliar na hora os motivos para o não atendimento ao padrão definido; também foi definido um líder do projeto, que era responsável pelo time. Ele foi acompanhado durante três meses para assegurar o entendimento da mudança realizada.
O ganho obtido foi acima da meta definida inicialmente, reduzindo do tempo inicial de seis horas para uma hora e cinquenta e dois minutos na prática, com potencial para chegar rapidamente em uma hora e vinte e quatro minutos. Isso impactou diretamente na produção do fluxo e melhorou a flexibilidade da cadeia produtiva; o resultado foi obtido na mesma semana pelo time sem investimentos, e os ganhos já começaram a ser registrados.
Caso a sua empresa precise de apoio para realizar uma análise e revisão do tempo de troca e limpeza, avise-nos, pois temos muita experiência para te ajudar:


